A steam trap is a valve designed to sense the difference between steam and condensate, and drain the condensate from the line. Steam traps allow only condensate and gases to drain and “traps” the steam in to provide heat and power. Too much condensate will lead to a buildup in pressure, causing hammering inside the pipeline, blown seals, work stoppages, etc. A proper functioning steam trap removes condensate and non-condensable gases without losing any live steam.
Mechanical Steam Traps
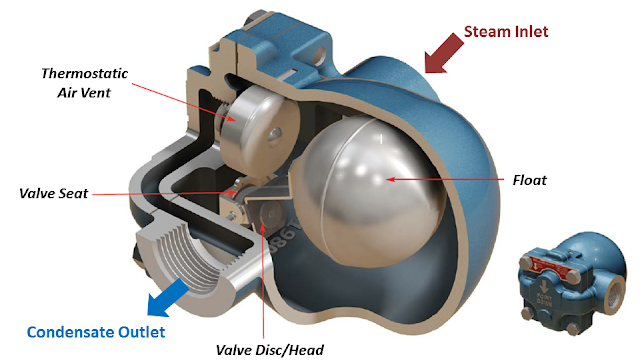
Mechanical steam traps operate by gravity. Specifically, the difference between the water and steam causes a stainless steel float ball to rise and sink within the trap, which opens and closes the valve. Stainless steel floats within steam traps are ideal for regulating the higher pressure and correspondingly high temperatures in water or corrosive liquids. Their high strength and non-corrosive properties make stainless steel the choice for an extremely versatile and durable float. The movement of the float is dependent on the flow of condensate. The advantage of mechanical steam traps over other types of steam traps is the precise response to the flow of condensate without its performance being affected by most external factors.
There are two variations of the mechanical steam trap: float traps and inverted bucket traps. The float trap utilizes a sealed oblong float, while the inverted bucket traps utilizes a buoyant, cylindrical cup turned upside-down. Though each functions differently, buoyancy is the principle operation for each.
Temperature Steam Traps
Temperature steam traps differ from mechanical traps in that their design requires them to hold back some condensate as it must wait to cool sufficiently to allow the valve to open. The valve is driven on and off the seat by either the expansion or contraction caused by temperature. In some exceptional circumstances, this is not desirable if condensate needs to be removed as soon as it is formed. However, in tracer lines, for example, to save energy and reduce CO2 emissions, it is universally accepted that condensate must be removed 40 °C (104 °F) below saturation temperature. This practice is only possible by using temperature operated traps.
Thermodynamic Steam Traps
Thermodynamic steam traps are robust with a simple mode of operation. It is used where flash steam must pass through the trap. Thermodynamic traps are used for high pressure and superheated steam, and are not affected by water hammering and vibration. Theses traps tend to discharge a large amount of air on ‘start-up’ if the inlet pressure builds up slowly, and will not work positively on very low differential pressures, as the velocity of flow across the underside of the disc is insufficient for lower pressure to occur.
Venturi Steam Traps
Venturi steam traps operate by continuously removing condensate from the steam system. It allows any condensate present in the steam line to pass into the condensate return system as it is formed. The operation of the trap is based on the difference in density between water and steam. It is designed to handle varying loads of steam, and then self-regulates the capacity through the nozzle.